پروژه طراحی وساخت دستگاه برش لوله ها از سایز 2000 mm تا 800mm
اختصاصی از یارا فایل پروژه طراحی وساخت دستگاه برش لوله ها از سایز 2000 mm تا 800mm دانلود با لینک مستقیم و پرسرعت .

فرمت فایل : WORD
تعداد صفحات:82
پایان نامه کارشناسی
مهندسی مکانیک – طراحی جامدات
فهرست مطالب
عنوان صفحه
چکیده 1
مقدمه 2
فصل اول 4
معرفی دستگاه برش لوله 4
1-1-معرفی دستگاه برش لوله که ابزار برش آن صفحه برش می باشد: 4
2-1-معرفی دستگاه برش لوله که ابزار برش آن تیغچة برش می باشد: 6
فصل دوم 9
انواع روشهای برش لوله 9
2-2-لیزر 9
3-2- واتر جت 15
4-2- وایر کات 19
5-2-هوا برش: 27
7-2- تیغچه برش 35
8-2- صفحه برش 36
9-2- دلیل انتخاب تیغچه برش 37
1-3- طراحی دستگاه که بدون سه نظام کار کند. 38
2-3- ثابت بودن ابزار 38
3-3- سنتر بودن ابزارو قطعه کار 38
4-3- نحوه سنتر کردن ابزار وقطعه کار در این دستگاه 39
5-3- مجموعه ریل (1) 40
6-3- مجموعه ریل (2) 40
7-3- وظایف جک هیدرونیوماتیکی (1) 40
8-3- وظایف جک هیدرونیوماتیکی(2) 40
9-3- جک هیدرونیوماتیکی (3) 41
10-3- دلیل استفاده از جک هیدرونیوماتیکی 41
11-3- شاسی متحرک 42
نحوه ی انتخاب تیغچه برش 43
1-4- مشخصات وانتخاب تیغچه برش: 43
2-4- مزایای تیغچه برش HSS 43
3-4- درجه بندی ابزار های HSS 44
4-4-هندسه تیز کردن ابزار و زاویة لبه ها 44
فصل پنجم 46
1-5- محاسبه ی نیرو وتوان مربوط به تیغچه برش 46
2-5- محاسبه نیرویی که از طرف جک عمودی به لوله وارد می شود. 47
3-5- محاسبه جک متصل به سیستم ریل اصلی (ریل شماره 2): 48
فصل ششم 51
معرفی استند دوران 51
2-6 روکش های لاستیکی مربوط به توپی ها: 52
خصوصیات روکشهای لاستیکی پلی یورتان: 52
منابع:
چکیده
در این پروژه یک دستگاه ارهّ برش که برش آن توسط تیغچه برش است طراحی شده، از جمله نکات مهمی که دراین دستگاه مد نظر گرفته شده شامل موارد ذیل است:
- این دستگاه بدون سه نظام (اسپیندل) باید کار کند.
- دراین دستگاه ابزار ثابت وقطعه کار در حال دوران است.
- قابلیت برش لوله ها با سایز mm800 تا mm2000
- سنتر بودن نوک تیغچه برش وقطعه کار که اگر تیغچه برش بالاتر یا پایینتر از سنتر باشد مشکلاتی را بوجود خواهدآورد.
- این دستگاه در مقایسه بادستگاه برش که با ارهّ برش (صفحه برش) کار می کند دارای مزیتهایی از جمله آلودگیهای زیست محیطی می باشد.
کلمات کلیدی: دستگاه راهّ برش- هیدرولیک – نیوماتیک- تیغچه برش- ریل- لوله- استنر دوران.
مقدمه
با توجه به نیاز یکی از شرکتهای ریخته گری ایران (شرکت لوله وماشین سازی ایران) که حدود 55 سال در امر تولید لوله های چدنی نشکن، دیگهای شوفاژ، شیرهای پروانه ای ویکج های دیواری وتولید غلتکهایی که در صنعت فولاد کاربرد دارند، فعالیت دارد.
شرکت مذکور که خط تولید لوله های سایز بزرگ از قطر mm1000 تا mm2000 را چیزی است که آغاز کرده و جهت برش این لوله ها نیاز به یک دستگاه برش داشت، البته ناگفته نماند که در حال حاضر این شرکت از دستگاههای ارهّ برش که توسط صفحات برش عملیات برشکاری راانجام می دهند موجود است.
اما این دستگاهها دارای مشکلاتی هستند که از جمله مشکلات این دستگاه:
1-آلودگی زیست محیطی
2- مصرف بالای صفحات برش
3- بالا بودن مدت زمان برشکاری
4- بازیافت براده های ناشی از برشکاری
از آنجایی که در سالهای اخیر توجه زیادی به محیط زیست شده است و دستگاههای برش که با صفحة برش عملیات برشکاری را انجام می دهند باعث پراکنده شدن ذرات این فلز به فضا شده که این موضوع صدمات جبران ناپذیری را به اپراتورهای این دستگاه خواهد زد.
همچنین صفحات برش که عملیات برشکاری را انجام می دهند نیز به سرعت فرسوده شده ومصرفشان بالاست که امروزه با توجه به هزینه های تولید این موضوع نیز نقش مهمی را ایفا می کند.
در این دستگاه موضوعات فوق مد نظر گرفهت شده وتا حدود زیادی بحث آلودگی مصرف صفحات برش به دشت کاهش یافته است.
در این پروژه ابتدا موقعیت مکانی دستگاه بررسی شد، سپس آن چیزی که در ذهن داشتیم روی کاغذ پیاده کردیم یعنی دستگاه بصورت شماتیک به صورت جزئی کشیده شد تا بتوانیم تحلیلهای اولیه را روی دستگاه انجام دهیم. بعد ازاین مرحله و بررسیهای مهندسی وارد جزئیات شدیم وشروع به طراحی جز به جز قطعات کردیم ونقشه ها در دو نسخه تهیه گردید که یک نسخه از نقشه ها جهت ساخت و خرید ارایه گردید.
ساخت قطعات پس از تهیه مواد خام در واحد ماشینکاری همین شرکت انجام پذیرفت وپس از آن کار مونتاژ را آغاز نمودیم.
فصل اول
معرفی دستگاه برش لوله
1-1-معرفی دستگاه برش لوله که ابزار برش آن صفحه برش می باشد:
این دستگاه مکانیکی در حال حاضر در کارخانه شماره 1 شرکت لوله وماشین سازی ایران عملیات برش را انجام می دهد که مجموعه دستگاه از یک ستون عمودی و یک ستون افقی تشکیل شدهاست ستون عمودی در حقیقت پایه نگهدارنده ستون افقی می باشد.
روی ستون افقی یک شیار تعبیه شده که توسط راهنماهایی از جنس برنج که این راهنماها یک چرخ دنده شانه ای با طول نسبا بلند را احاطه کرده اند، این چرخ دنده شانه ای که مجموعه موتور دوار که صفحه برش به آن وصل شده رانگه می دارد.
چرخ دنده شانه ای که دنده های آن به دنده های یک گیربکس حلزونی متصل شده است و توسط اپراتور به صورت دستی بالا وپایین می شود.
از آنجایی که طول چرخ دنده شانه ای بلند می باشد به همین منظور طراحان این دستگاه ارتفاع این مجموعه را بلند گرفته و برای راحتی کار اپراتور ها یک سکو برای آن در نظر گرفته اند.
مجموعه این دستگاه از قطعات زیر تشکیل شده است:
1-ستون عمودی
2- ستون افقی
3- الکتروموتور موتور جهت چرخش صفحه برش
4- گیربکس حلزونی
5- چرخ دنده شانه ای
6- الکترو موتور تجهت حرکت طولی مجموعة چرخ دنده شانه ای روی ستون افقی
مجموعه روی ستون افقی که شامل الکترو موتور، چرخ دنده شانه ای و راهنمای آن، گیربکس حلزونی، الکترو موتور جهت چرخش صفحه برش.
چون سایز های لوله در این کارخانه متفاوت می باشد (D=150mm تا D=1000mm) بایدابزار برش (صفحه برش ) بالا و پایین شود تا بتواند سایزهای مختلف را به راحتی برش بزند.
سایز کابل
اختصاصی از یارا فایل سایز کابل دانلود با لینک مستقیم و پرسرعت .

CABLE SIZING
98 صفحه در قالب word
مقدمه:
امروزه در تمامی مکان های صنعتی از لوازم و دستگاههای برقی و الکترونیکی برای مقاصد مختلف استفاده می گردد.این وسایل برای انجام کار خود احتیاج به انرژی برق دارند و این انرژی بایستی بوسیله هادیهای الکتریکی به این وسایل انتقال یابد.تعیین اندازه این هادیها برای انتقال مقدار انرژی مورد نیاز این دستگاهها امری لازم وضروری است.در این قسمت با نحوه تعیین سایز کابلها آشنا می شویم.
در این بخش ابتدا چند نکته لازم در مورد فیزیک کابلها وعلایم اختصاری آنها را یادآوری می کنیم وسپس به تئوریات مربوط به تعیین سایز وبعد از آن به سایز کردن کابلها در عمل می پردازیم.
یادآوری چند نکته در مورد فیزیک کابلها:
**اساسا در کابلها از مس استفاده می گردد.در مس مقاومت مخصوص عبارت است
- 724×(10^-8 ) Ωm
**از آلومینیوم نیز ممکن است در کابلها استفاده گردد.مقاومت مخصوص آلومینیوم 1.65 برابر مقاومت مخصوص مس می باشد.
**فرمول مقاومت مخصوص در دماهای مختلف برای مس عبارتست از:
ρ(t)=1.724×(10^-8)×0.68×(10^-10)×(t-20)
این مقاومت برای جریان مستقیم بکار می رود.
**برای بدست آوردن مقاومت کابل در جریانهای متناوب ودر دماهای مختلف از فرمول زیر استفاده می شود:
R(t)=(k1×k2×k3×ρ(t))/(n×Π/4×d^2)
k1 :ضریب افزایش مقاومت در برابر جریان متناوب در فرکانسHz 50 (05/1 >k1 >02/1 ).
k2:ضریب افزایش مقاومت به دلیل چرخش رشته ها در طول کابل(04/1> k2 > 02/1).
:k3ضریب افزایش مقاومت به دلیل چرخش سیمها در کابلهای چند سیمی(04/1>k3 >02/1).
n : تعداد رشته ها. d : قطر هر رشته بر حسب mm .
علائم مشخصه کابلها:
با استفاده از این علامتها نوع هادی / نوع عایق /نوع غلاف /نوع زره ونوع روپوش خارجی
کابل مشخص می شود.
حرف اول: بیانگر نوع فلز است:
N: مس. NA:آلومینیوم.
حرف دوم: بیانگر نوع عایق است:
Y: علامت پلاستیک G:علامت لاستیک.
و اگرعلامتی نبود:علامت کاغذ.
حرف سوم: بیانگر نوع غلاف است:
Y:علامت پلاستیک. K:علامت سرب.
ممکن است هنگام انتقال از فایل ورد به داخل سایت بعضی متون به هم بریزد یا بعضی نمادها و اشکال درج نشود ولی در فایل دانلودی همه چیز مرتب و کامل است
متن کامل را می توانید در ادامه دانلود نمائید
چون فقط تکه هایی از متن پایان نامه برای نمونه در این صفحه درج شده است ولی در فایل دانلودی متن کامل پایان نامه همراه با تمام ضمائم (پیوست ها) با فرمت ورد word که قابل ویرایش و کپی کردن می باشند موجود است
دانلود تحقیق اصول سایز بندی
اختصاصی از یارا فایل دانلود تحقیق اصول سایز بندی دانلود با لینک مستقیم و پرسرعت .

فرمت فایل : word(قابل ویرایش)
تعداد صفحات:60
فهرست مطالب:
اصول سایز بندی.. ۲
سایز بندی الگوی پایه بالا تنه جلو و پشت.. ۶
سایز بندی الگوی پایه بالاتنه جلو و پشت.. ۹
۳- سایز بندی الگوی پایه بالاتنه پشت و جلو. ۱۱
- نوجوانان پسر ( ۱۳۴- ۱۷۰ سانتیمتر ) ۱۱
سایز بندی الگوی پایه بالاتنه پشت و جلو. ۱۳
نوجوانان دختر : بلندی تمام قد ۱۴۰ تا ۱۶۴ سانتیمتر. ۱۳
برای کلیه سایزها ۱۵
سایز بندی شلوار. ۲۰
کودکان. ۲۰
الگوها سایز بندی شلوار. ۲۲
سایز بندی شلوار. ۲۳
بچه ها : ۲۳
سایز بندی.. ۲۹
نوجوانان دختر. ۲۹
ابزار و وسایل مورد نیاز جهت الگوها ۳۳
جدول سایز بندی : ۳۶
برچسب سایز : ۳۷
اندازه های استاندارد اندام ۳۹
اندازه های استاندارد اندام ۴۰
اندازه های استاندارد اندام ۴۲
موارد استفاده از الگوهای پایه. ۴۳
تطبیق الگوی پایه. ۴۴
نکات اساسی. ۴۴
راهنمای الگو. ۴۴
اضافه درز. ۴۶
الگوی پایه (ولیه) با اضافه درز. ۴۶
اضافه درز بیشتر INLAYS. 47
الگوی پایه (اولیه) بدون اضافه درز. ۴۸
الگوی پایه کت رسمی کرنش.. ۴۸
الگوی پایه کت رسمی گشاد با سرشانه پهن. ۵۴
اصول سایز بندی
- سایز بندی لباس بچه ها در گروه های سنی مختلف کار بسیار حساس و دقیقی است . افرادی که این کار را انجام می دهند باید رشد و نمو اندام بچه ها را در گروه های سنی مختلف مطالعه و بررسی کنند وهمانطوری که الگوها را با اندازه های بچه ها بزرگتر می نمایند آگاهی های دفاعی در این زمینه کسب نمایند توصیه می شود به منظور کنترل وکسب مهارت روی چندین سایز کار کنید .
مثال:
اندازه های داده شده زیر این سایزها بایستی کنترل شوند ، معمولاً از ۱۰۴ و ۱۱۶ و ۱۴۰ می باشند.
روی کاغذ که سایز بندی را انجام می دهید الگوی پایه بالا تنها یا یک الگوی پایه بالا تنه که آن را بزرگتر رسم کردهاید رسم کنید .
اساس قوانین سایز بندی که در اینجا با دست انجام می شود کاملاً مطابق با روش بزرگ کردن الگو که قبلاً شرح داده ایم است .
در صفحات بعدی ۵ جدول اندازه گیری اندام مربوط به ۵ گروه سنی مختلف آورده شده است.
1- نوزادان با بلندی تمام قد ۶۰ تا ۸۱
۲- کودکان با بلندی تمام قد ۸۶تا ۱۰۴
۳- بچه ها با بلندی تمام قد ۱۱۰ تا ۱۳۴
۴- نوجوانان دختر با بلندی تمام قد ۱۴۰ تا ۱۶۴
۵- نوجوانان پسر با بلندی تمام قد ۱۴۰ تا ۱۷۰
- اولین ستون هر جدولی نشان دهنده میزان رشد و اندازه بدن بین هر سایز و برای هر اندازه گیری که انجام شده می باشد. لزومی ندارد در سایز بندی این مورد دنبال شود فقط به اندازه های صحیح و مطمئن کمک می کند و تقریباًٌ این اندازه ها را تصدیق می کند .
- اندازه هایی که با علامت * دنبال می شود ، سایز بندی نامنظم و یا اختلاف بین آن سایز و سایزهای بعدی را نشان میدهد.
قوانین و روش و سایز بندی برروی کاغذ از کوچکترین تا بزرگترین سایز نشان داده شده است
بزرگترین سایز برروی کاغذ با خطوط نقطه چین رسم شده است .
دانلود الگوی آماده مانتوی بهاره شیک در سه سایز استاندارد
اختصاصی از یارا فایل دانلود الگوی آماده مانتوی بهاره شیک در سه سایز استاندارد دانلود با لینک مستقیم و پرسرعت .

دانلود الگوی آماده مانتوی بهاره شیک در سه سایز 36، 38 و 40

راهنمای کار با الگوی آماده خیاطی:
از مزایای این الگوها سرعت کار بالا بدون ایراد، بدون پرو، زیبا، آسان ومطمئن می باشد. ازاین سایزبندیها می توان برای شخصی دوزی وتولیدیها به راحتی استفاده نمایید.
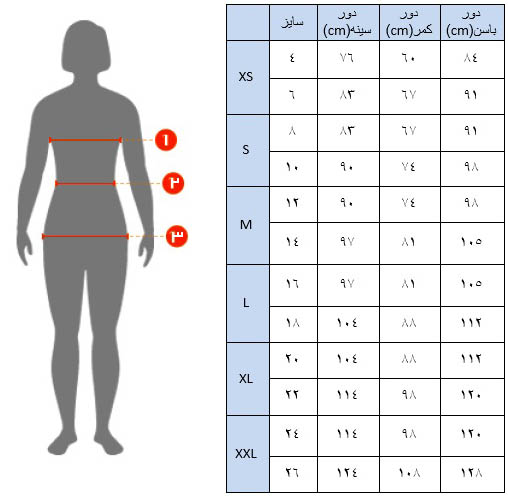
راهنمای انتخاب سایز
راهنمای پرینت فایل پی دی اف الگوی خیاطی:
برخی فایلهای پیدیاف، مثل الگوهای خیاطی، به صورت یک تکه و بزرگ هستند؛ طوریکه با استفاده از پرینترهای خانگی و روی کاغذ A4 نمیتوانید آنها را پرینت نمایید. اگر امکان پرینت روی پرینترهای لارج فرمت (دفاتر کپی و تکثیر در داخل شهر، این خدمات را ارائه میکنند) را دارید که چه بهتر؛ ولی اگر مجبور به پرینت روی پرینترهای خانگی باشید برنامه Adobe Acrobat، دارای ویژگی Tiled Printing میباشد که به راحتی امکان چاپ یک صفحه بزرگ روی صفحات A4 را فراهم میکند.
توجه مهم: برنامه رایگان Adobe Reader دارای این امکان این نیست. باید از نسخه Adobe Acrobat Pro که در بازار فراوان است (با قیمتی اندک، به برکت عدم رعایت کپی رایت)، استفاده نمایید.
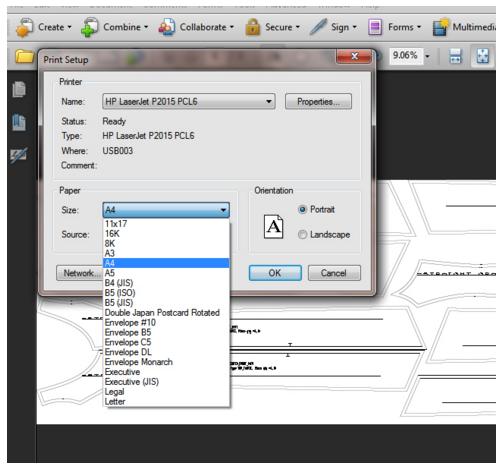
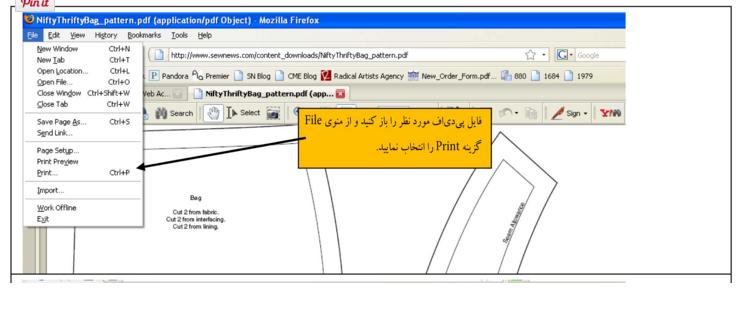
ابتدا در برنامه آکروبات، از منوی File، گزینه Print Setup… را انتخاب نموده و مطابق تصویر ذیل، در بخش Paper، از منوی Size، گزینه A4 را انتخاب نمایید.
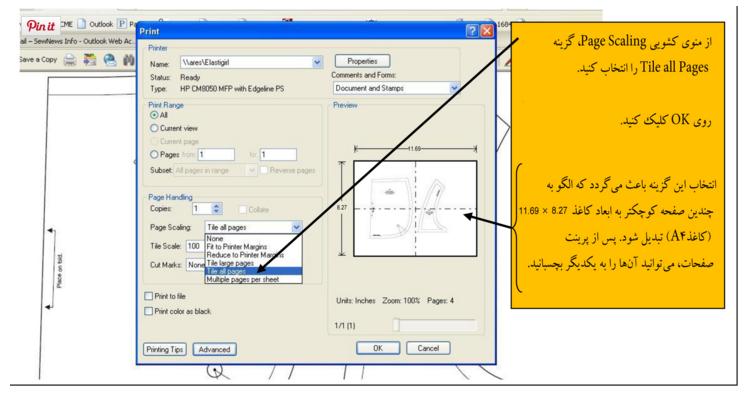
حال برای پرینت یک فایل با ابعاد بزرگ، از راهنمای تصویری ذیل در Adobe Acrobat Pro استفاده نمایید.
اما اگر نسخه اصلی نرم افزار آکروبات را در اختیار ندارید می توانید نرم افزار زیر را دانلود کرده و برای پرینت از آن استفاده کنید.

این برنامه، نیاز به نصب ندارد. آن را روی دسک تاپ خود ذخیره کنید و هر زمان که به آن نیاز داشتید، روی آن دوبار کلیک کنید تا باز شود. دکمه Select File را بزنید و فایل پیدیاف مورد نظر خود را از روی هارد کامپیوتر خود انتخاب کنید.
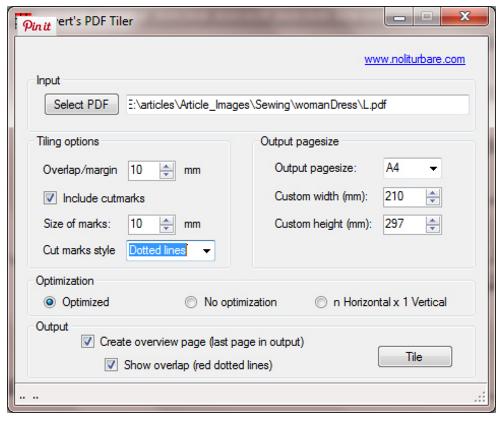
گزینهها را مطابق با تصویر فوق تنظیم نموده و در نهایت دکمه Tile را بزنید. برنامه PDF Tiler، فایل شما را به صفحات قابل پرینت روی پرینتر A4 تبدیل میکند.
پس از تکمیل پرینت فقط باید صفحات را طوری به هم بچسبانید که نشانه های گوشه های کاغذ بر هم منطبق شوند سپس الگو را برش بزنید.