دانلود طرح توجیهی مالی فنی اقتصادی با عنوان بازیافت پلاستیک و گردش آن
اختصاصی از یارا فایل دانلود طرح توجیهی مالی فنی اقتصادی با عنوان بازیافت پلاستیک و گردش آن دانلود با لینک مستقیم و پرسرعت .

فرمت فایل : word(قابل ویرایش)
تعداد صفحات:19
مقدمه:
با دقت در احتیاجات روزانه خود متوجه می شویم که همه مایحتاج زندگی ما از تفکر و تولید دیگران و خودمان تامین می شود و همه ما با کمی دقت به این نتیجه می رسیم که تمام دستاوردهایمان برای تامین نیازهایمان است که گاهی در جایگاه خلاق، نوآور، مبتکر و یا کارآفرین ظاهر می شویم و طبیعی است که تولید کننده و مصرف کننده به نحوی به هم نیاز دارند به همین منظور دست به تولید محصولی که یکی از نیازهای اساسی خانواده ها است می زنیم پلاستیک برای بسته بندی و بهداشت از ضروریات مواد غذایی و ... است.
در این طرح به چگونگی ایجاد آن می پردازیم که امید است مورد استفاده همگان واقع شود.
خلاصه طرح
موضوع طرح: بازیافت پلاستیک
ظرفیت: 108 تن در سال
محل اجرای طرح:
قابل اجرا در سراسر کشور
سرمایه گذاری کل: 1950358/3
سهم آورنده متقاضی: 2000000
سهم تسهیلات: 20000
اشتغالزایی: 10 نفر
مکان مورد نیاز طرح:
شامل یک باب کارگاه به مساحت تقریبی 2000 مترمربع به انضمام یک انبار مواد اولیه به مساحت 300 مترمربع و ساختمان اداری 100 مترمربع سالن تولید 150 متر مربع نگهبانی و سرایداری 30 مترمربع
زمین محل اجرای طرح:
با مجوز از شهرک های صنعتی
نحوه تبلیغات وبازاریابی
تبلیغات
1. استفاده از رسانه های جمعی
2. پخش کاتالوگ قیمت ها وکیفیت محصولات
3. اجرای مسابقه وقرعه کشی برای مشتریان
بازاریابی
1. خریداران به عنوان بازاریاب
پایان نامه سیر تحول پلاستیک ها و روش های وین در تولید و بازیافت
اختصاصی از یارا فایل پایان نامه سیر تحول پلاستیک ها و روش های وین در تولید و بازیافت دانلود با لینک مستقیم و پرسرعت .

فرمت:word(قابل ویرایش)
تعداد صفحات:48
چکیده
مقدمه ای بر پلاستیک ها
واژه پلاستیک دارای ریشه یونانی و مشتق از واژه یونانی Plastikos به معنی “شکل دادن یا جای دادن درون قالب برای قالبگیری” می باشد. انجمن صنعت پلاستیک SPI یک توضیح بسیار دقیق تر و مشخص تری را در این خصوص ارائه می کند. این انجمن پلاستیک ها را به شرح زیر مشخص و تعریف می کند: “هر یک از گروههای بزرگ و متفاوتی از مواد به طور کامل یا در بخشی از ساختار شیمیایی خود شامل ترکیباتی از کربن با اکسیژن، نیتروژن و هیدروژن و یا سایر عناصر آلی و معدنی می باشند به طوری که در حالت نهایی خود، حالت جامد به خود می گیرند و در چند مرحله از فرایند ساخت و تولید خود نیز، شکل مایع به خود می گیرند و درنتیجه قادر به تشکیل اجسامی سه بعدی در شکل های گوناگون می باشند که فرایند شکل دادن آ نها، نتیجه استفاده از گروه های مواد به طور منفرد یا متصل شده به هم در کنار یکدیگر تحت تأ ثیر حرارت و فشار
می باشد.”
یک شیمیدان انگلیسی به نام جوزف پریستلی (Joseph Priestley)، اولین باو واژه لاستیک Rubber را متداول کرد، پس از اینکه او متوجه شد که تکه ای از لاتکس طبیعی بخوبی نوشته های مدادی را پاک می کند. لاستیک طبیعی را در گروه بزرگی از پلیمرها موسوم به “الاستومرها یا کشپارها Elastomers ” می توان جای داد. الاستمرها،مواد پلیمری طبیعی یا سنتتیک می باشند که تا حد %200 طول اولیه خود و در دمای اتاق می توانند کشیده شوند و تقریبا به طور سریعی به طول اولیه خود برگردند.
تاریخچه پلاستیک ها
امروزه تصور زندگی کردن بدون وجود پلاستیک ها بسیار سخت و دشوار می باشد.درفعالیت های روزمره به کالاهای پلاستیکی همانند بطریها، شیشه های عینک، تلفن ها، نایلون ها و بسیاری از اشیا پلاستیکی دیگر وابسته ایم. درهر صورت، بیش از یکصد سال از تاریخچه پلاستیک ها به شکل کنونی در زندگی ما نمی گذرد و صد سال پیش آ نها به صورت امروزی وجود نداشتند. تا مدتها قبل از توسعه پلاستیک های تجاری، برخی از مواد موجود، خواص منحصر به فردی را از خود به نمایش گذارده اند. اگر چه پلاستیک ها قوی، نیمه شفاف، دارای وزن سبک می باشند وقابلیت قالبگیری دارند، فقط تعداد بسیار اندکی از مواد وجود دارند که چنین خواصی را به صورت درهم آمیخته با هم و با کیفیت مطلوب ازخود نشان می دهند. امروزه از این مواد، به عنوان پلاستیک های طبیعی نامبرده می شود.
پلاستیک های طبیعی در طی قرون متمادی از ترکیب و تلفیق خواص زیر بهره مند شده اند: وزن سبک، استحکام مکانیکی، مقاومت در برابر نفوذ آب، مات بودن و نیم شفافیت و قابلیت قالبگیری. توانایی بالقوه آ نها آ شکار بود ولیکن آ نها موادی بودند که جمع آوری شان دشوار بود یا فقط در حجم ها و یا ابعاد محدود در دسترس بودند. در سرتاسر دنیا، افراد بسیاری تلاش کردند تا پلاستیک های طبیعی را بهبود بخشیده، بهینه سازند و یا اینکه جایگزینها یی را برای آ نها پیدا کنند.
در فرایند ساخت و تولید پلاستیک های طبیعی اصلاح شده، مواد خام طبیعی همانند بذرهای پنبه یا کتان یا لاستیک صمغی به شکل های جدید و بهتری مبدل شدند. سلولوئید مزایا و کیفیت افزون تری نسبت به شاخ داشت که برتری آ ن را در عمل نشان می داد. ولیکن مواد اصلاح شده هنوز دو نخستین جزء تشکیل دهنده شان بر پایه منابع طبیعی استوار بودند.تا قبل از توسعه باکلیت امکان ساخت ماده ای که بتواند در کارخانه تهیه و ساخت شود و در عین حال با طبیعت رقابت کند، وجود نداشت. باکلیت، دریچه های توسعه گروهی از پلیمرهای سنتتیک را باز کرد که برای فراهم کردن شرایط خاص، تنظیم و طراحی شدند.
کاوش و تحقیق برای مواد بهبود یافته تا به امروز ادامه دارد. بسیاری از الیاف جدید نتیجه تلاش برای ساخت ابریشم مصنوعی(Artificial silk) می باشد. مواد مرکب (Compositematerials) هم اکنون در کلیه کاربردها یی که قبلا مخصوص فلزات بود، مورد استفاده قرار می گیرد. امکانات برای یافتن جانشین های جدید به نظر بی انتها و پایان ناپذیر می ایند.
سیر تکاملی پلاستیک ها
پلاستیک های طبیعی
مواد طبیعی اصلاح شده
پلاستیک های سنتتیک یا مصنوعی قدیمی
پلاستیک های سنتتیک تجاری
پلاستیک های طبیعی
• شاخ
• لاک شیشه ای
• گوتاپرشا(نوعی از کائوچوی طبیعی با ساختار ترانس)
مواد طبیعی اصلاح شده قدیمی
• لاستیک
• سلولوئید
پلاستیک های مصنوعی یا ساخته شده قدیمی
پلاستیک های مصنوعی تجارتی
پلاستیک های طبیعی
نقطه شروع این پلاستیک ها در انگلستان قرون وسطی بود.
• شاخ
• لاک شیشه ای یا شلاک (shellac) :
در حوا لی سال های 1290 میلادی وقتی که مارکوپولو از سفر خود به آ سیا، به اروپا بازگشت، لاک شیشه ای را با خود به همراه آورد. او لاک شیشه ای را در هندوستان پیدا کرد، جایی که مردم، قرن ها بود که از آن استفاده می کردند. آنها خواص بی نظیر یک پلیمر طبیعی را که از حشرات به جای شاخ گاو به دست می آمد، کشف کرده بودند.
حشره ای که پلیمر را تولید می کرد، بچه حشره ساس مانندی بود که Lac نامیده می شد که در نواحی هندوستان و آسیای جنوب شرقی زندگی می کند.
• گوتا وپرشا Gutta percha یا لاستیک طبیعی با ساختار ترانس:
گوتا پرشا، یک پلیمر طبیعی با خواص قابل ملاحظه می باشد. آن از طریق درختان گوتا پلاکوئیوم ( Palaquium gutta trees) که یک درخت بومی مخصوص منطقه شبه جزیره مالایا می باشد، تهیه می شود. در سال 1843، William montgomeria گزارش کرد که درMalaya، از گوتا پرشا برای ساختن دستگیره های چاقو استفاده می شود. این ماده در آب داغ نرم می شود و تحت فشار با دست به شکل مطلوب خود در می اید. گزارش وی باعث علاقمندی به این ماده گرد ید و منجربه تشکیل و تاسیس کمپانی Gutta percha گرد ید که تا سال 1930 فعالیت خود را حفظ کرد. این شرکت کالاهای قالب گیری شده را ساخته و تولید کرد.
ویژگی های گوتا پرشا غیر معمول می باشد. در درجه حرارت اتاق، جامد می باشد و می تواند دندانه دندانه شده و تورفتگی (Dented) پیدا کند ولیکن به آ سانی نمی شکند. در اثر حرارت آ ن را می توان به صورت نوارهای بلند (Long strips) در آ ورد که همانند لاستیک دوباره در اثر کشش به حالت اول خود بر نمی گردد. گوتا پرشا تا حد زیادی خنثی و بی اثر می باشد و در برابر ولکانیزاسیون از خود مقاومت نشان می دهد. مقاومت آ ن نسبت به حمله شیمیایی آ ن را به یک عایق عالی برای سیم های الکتریکی و کابل ها در می آورد. هنگامی که نوارهای بلند گوتا پرشای کشیده شده به طرز بسیار محکمی دو امتداد یک سیم بافته و پیچیده (Wound) شوند، کابل به دست آمده انعطاف پذیر و ضد آب (Waterproof) شده و نسبت به حمله شیمیایی تأثیرناپذیر و نفوذ ناپذیر(Impervious) خواهد شد.
نخستین تلگراف زیرآبی در امتداد کاناله انگلیسی از Dover به Calais ساخته شد. موفقیت آن به واسطه عایق بندی با گوتا پرشا بود. در ایالات متحده ، شرکت تلگراف مورس (Morse) یک کابل عایق بندی شده با گوتا پرشا را در عرض رودخانه Hudson در سال 1849 احداث نمود. گوتا پرشا همچنین نخستین کابل ماورای اقیانوس اطلس و عبور کننده از آن را که در سال 1866 احداث شد، محافظت نمود.
مواد طبیعی اصلاح شده
کازئین:
کازئین ماده ای است که از شیر دلمه یا شیر بسته شده و منعقد شده ساخته شده است. • (Caoutchouc or rubber)لاستیک یا کائوچو:
لاستیک طبیعی که به لاستیک صمغی نیز موسوم است، یک شیره (Latex ) طبیعی است که در شیره پرورده گیاهی یا عصاره و شیرابه بسیاری از درختان و گیاهان یافت شده است. در مایع سفید و چسبنده حاصل از گیاه ترشح کننده شیره (Milkweed plant)، در صد بالایی از شیره گیاهی وجود دارد. درخت لاستیک، یک تولید کننده نیرومند و سر شار شیره گیاهی می باشد که در حجم بسیار زیادی در هندوستان و مالزی کاشته و پرورش داده می شود. • سلولوئید (Celluloid) :
برای تولید سلولوئید، سلولز در شکل تخمهای پنبه و کتان (Cotton linters)، دستخوش یک سری از اصلاحات شیمیایی می شود. یکی از تغییرات، تبدیل کتان به نیتروسلولز می باشد. در سال 1846، یک شیمیدان سوئیسی به نام C.F.Schonbeinکشف کرد که ترکیبی از اسید نیتریک و اسید سولفوریک ، کتان را به ماده منفجره قوی (a high explosive) تبدیل می کنند. نیتروسلولز ماده منفجره ای است که تا حد زیادی نیتره شده است. (Moderately nitrated) ماده منفجره نیست ولیکن برای استفاده در روشهای دیگری سودمند می باشد.
کتاب طراحی قالب تزریق پلاستیک (Injection Mold Design)
اختصاصی از یارا فایل کتاب طراحی قالب تزریق پلاستیک (Injection Mold Design) دانلود با لینک مستقیم و پرسرعت .

کتاب طراحی قالب تزریق پلاستیک (Injection Mold Design)، جزء یکی از کتاب های برتر در زمینه طراحی قالب های تزریق پلاستیک شناخته شده است که حاوی مطالب بسیار ارزشمند در این زمینه می باشد. از مباحث بارز این کتاب می توان به موارد زیر اشاره نمود:
- ارائه مباحث طراحی قالب به شکل دسته بندی شده و منسجم
- ارائه مطالب به زبانی ساده و قابل فهم با بیان جزئیات
- ساده سازی در طرح های نمونه به نحوی که فرآیند ساخت و مونتاژ قالب یا امکانات رایج کارگاهی و با کمترین هزینه قابل اجرا باشد.
- ارائه صدها طرح نمونه کاربردی
- نمایش کامل جزئیات نقشه ها به نحوی که ابهامی در زمان استفاده برای خواننده ایجاد نشود
- کاربرد قطعات استاندارد قالب در طرح های نمونه و معرفی شرکت های معتبر سازنده قطعات
- تنظیم مباحث کتاب به نحوی که کتاب حالت خودآموز داشته باشد
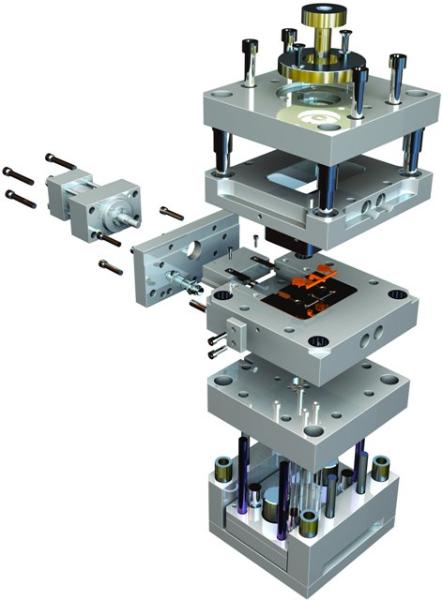
کتاب طراحی قالب تزریق پلاستیک (Injection Mold Design)، نوشته Ronald George William Pye, Plastics and Rubber Institute و ترجمه مهندس اصغر رئوفی می باشد. این کتاب مشتمل بر 820 صفحه، در 3 قسمت، 16 فصل، به زبان فارسی، همراه با تصاویر به ترتیب زیر گردآوری شده است:
قسمت اول: مبانی طراحی قالب
فصل اول: قالب سازی
- کلیات
- ماشین های افزار
- ریخته گری
- رسوب گیری الکتروشیمیایی
- هوبتینگ سرد
- ریخته گری فشاری
- ماشین کاری با اسپارک
- مونتاژ و عملیات دستی
فصل دوم: ساختمان عمومی قالب
- واژه های فنی پایه
- حفره ها و ماهیچه های قالب
- نگهدارنده ها
- قطعات فرعی قالب
- بستن قالب روی صفحات ماشین تزریق
فصل سوم: سیستم های پران
- کلیات
- شبکه پران
- مجموعه صفحات پران
- انواع روش های پران
- عمل پران از نیمه ثابت قالب
- راهگاه کش
فصل چهارم: سیستم تغذیه
- کلیات
- راهگاه
- ورودی ها
فصل پنجم: سطح جدایش
- کلیات
- سطح جدایش تخت
- سطح جدایش غیر تخت
- آزادسازی سطوح جدایش
- تخلیه هوا
فصل ششم: خنک کاری قالب
- کلیات
- خنک کاری صفحات قالب نوع اینتگری
- خنک کاری مجموعه های اینسرت نگهدارنده
- خنک کاری دیگر قطعات قالب
- آب بندها و اتصالات آب
فصل هفتم: سیستم های استاندارد قالب
- کلیات
- سیستم های استاندارد قالب های دو قسمتی
- متغیر های سیستم قالب دو قسمتی
- خلاصه
- اختلافات با سیستم قالب استاندارد
قسمت دوم: انواع طراح های قالب
فصل هشتم: اسپلیت ها
- کلیات
- اسپلیت های کشویی
- اسپلیت با حرکت زاویه دار
- خلاصه
- قطعات استاندارد برای قالب های نوع اسپلیتی
فصل نهم: ماهیچه های جانبی و حفره های جانبی
- کلیات
- شکل های کلی طرح
- انواع ماهیچه های جانبی و حفره های جانبی
- قطعات استاندارد قالب
فصل دهم: قالب گیری قطعات با تورفتگی داخلی
- کلیات
- پین فرم دار
- ماهیچه های اسپلیتی
- ماهیچه های جانبی
- پراندن تورفتگی داخلی
- قطعات استاندارد قالب
فصل یازدهم: طراحی قالب برای قطعات رزوه دار
- کلیات
- قالب برای قطعات با رزوه داخلی
- قالب ها برای قطعات با رزوه خارجی
- ساختمان قالب
- قطعات استاندارد برای قالب های تولید قطعات رزوه دار
فصل دوازدهم: قالب های با چند فضای جدایش
- کلیات
- قالب های با طرح تغذیه از زیر
- قالب های با سه فضای جدایش
- قطعات استاندارد شده قالب های تزریق از زیر
فصل سیزدهم: قالب های بدون راهگاه
- کلیات
- انواع نازل ها
- قالب ها با واحد راهگاه گرم
- قالب با راهگاه عایق بندی شده
- قالب ها با صفحه راهگاه گرم
- قطعات استاندارد برای قالب های راهگاه گرم
قسمت سوم: طراحی کاربردی قالب
فصل چهاردهم: مراحل طراحی قالب تزریق
- کلیات
- مرحله A: تعیین موقعیت اولیه اینسرت ها
- مرحله C: شبکه پران
- مرحله D: تکمیل نیمه بالایی نقشه
- مرحله E: تکمیل نمای پلان
- مرحله F: تکمیل نمای برش مقطع
- مرحله G: تکمیل نقشه
فصل پانزدهم: بازبینی نقشه های قالب
- کلیات
- قالب با طرح پین پران
- قالب با بوش پران
- قالب با صفحه بیرون انداز
- قالب با طرح اسپلیتی
- قالب با طرح ماهیچه جانبی
- قالب با طرح تزریق از زیر
- قالب با طرح راهگاه گرم
- قالب با طرح سطح جدایش پله دار
فصل شانزدهم: مثال های ساده کاربردی از قالب تزریق
- کلیات
- روش نقشه کشی در طراحی قالب
- صفحات برش پله دار
- مطالعه مقدماتی
- مثال 1 (قالب با پین پران l )
- مثال 2 (بوش پران)
- مثال3 (پران پایین پران ll)
- مثال4 (پران با پین پران lll)
- مثال 5 (پران با پین D شکل)
- مثال 6 (پران با هوای فشرده)
- مثال 7 (پران با صفحه بیرون انداز l)
- مثال 8 (پران با صفحه بیرون انداز ll)
- مثال 9 (پران یا تسمه بیرون انداز)
- مثال 10 (پران والوی و ورودی پینی)
- مثال 11 (قالب نوع اسپلیتی l)
- مثال 12 (قالب نوع اسپلیتی ll)
- مثال 13 ( قالب با طرح ماهیچه جانبی l)
- مثال 14 (قالب طرح ماهیچه جانبی ll)
- مثال 15 (طرح ماهیچه اسپلیتی)
- مثال 16 (قالب نوع رزوه بازکن)
- مثال 17 (قالب نوع تزریق از زیر l)
- مثال 18 (قالب نوع تزریق از زیر ll)
- مثال 19 (قالب نوع راهگاه گرم)
- مثال 20 (پران دو مرحله ای)
جهت خرید کتاب طراحی قالب تزریق پلاستیک (Injection Mold Design) به مبلغ فقط 3000 تومان و دانلود آن بر لینک پرداخت و دانلود در پنجره زیر کلیک نمایید.
!!لطفا قبل از خرید از فرشگاه اینترنتی کتیا طراح برتر قیمت محصولات ما را با سایر فروشگاه ها و محصولات آن ها مقایسه نمایید!!
!!!تخفیف ویژه برای کاربران ویژه!!!
با خرید حداقل 10000 (ده هزارتومان) از محصولات فروشگاه اینترنتی کتیا طراح برتر برای شما کد تخفیف ارسال خواهد شد. با داشتن این کد از این پس می توانید سایر محصولات فروشگاه را با 20% تخفیف خریداری نمایید. کافی است پس از انجام 10000 تومان خرید موفق عبارت درخواست کد تخفیف و ایمیل که موقع خرید ثبت نمودید را به شماره موبایل 09365876274 ارسال نمایید. همکاران ما پس از بررسی درخواست، کد تخفیف را به شماره شما پیامک خواهند نمود.
گزارش کارآموزی بررسی مسائل ایمنی در شرکت پلاستیک سازی امواج
اختصاصی از یارا فایل گزارش کارآموزی بررسی مسائل ایمنی در شرکت پلاستیک سازی امواج دانلود با لینک مستقیم و پرسرعت .

تعداد صفحات : 178
فرمت فایل: word(قابل ویرایش)
فهرست مطالب:
عنوان صفحه
فصل اول:تاریخچه کارخانه 1
فصل دوم:آشنایی با کارخانه 13
فصل سوم: عوامل فیزیکی زیان آور محیط کار 40
فصل چهارم:عوامل شیمیایی زیان آور محیط کار 53
فصل پنجم: ایمنی و حوادث ناشی از کار 69
فصل ششم: ارگونومی و بهداشت محیط کار 98
فصل هفتم:مهندسی انسانی 136
فصل هشتم:بیماریهای ناشی از کار 147
فصل نهم:تسهیلات بهداشتی 158
فصل دهم: پیوست یک (5S) 166
دستورالعمل کنترل فرآیند
شرح
کنترل فرایند به منظور حصول اطمینان از مطابقت فرایند و مشخصات محصول با مشخصات تعیین شده در طرح کیفیت و خواستههای مشتری صورت میگیرد و شامل کلیه مراحل تولید، قطعات و محصولات شرکت میباشد.
مدیر تولید و مدیر تضمین کیفیت مسئولیت اجرای این دستورالعمل را به عهده دارند.
شرح دستورالعمل :
به منظور کسب اطمینان از مطابقت مشخصات و ویژگیهای محصول با خواستههای مشتریان و مدارک فنی، فرایند تولید قطعات به شرح زیر تحت نظارت و کنترل قرار میگیرد.
الف- کنترل فرایند، مرحله آغاز تولید
1) در هر بار شروع تولید، سرپرست تولید نسبت به وجود و معتبر بودن برگههای فرایند تولید، بازرسی اطمینان حاصل مینماید. برگههای مربوط به فرایند کنترل هر مرحله که در برگههای فرایند گنجانده شده است باید در هر یک از ایستگاههای کاری نصب شود.
2) باتوجه به برگههای فرایند تولید و بازرسی و راهبری ماشینآلات، سرپرست خط به کمک اپراتورها تجهیزات مورد نیاز در هر ایستگاه شامل قالب و فیکسچرها، ابزار و سایر ملزومات را بر روی ماشین و یا ایستگاه کاری نصب مینماید. همچنین کلیه لوازم اندازهگیری ضروری باید در ایستگاه کاری مهیا گردد.
3) اپراتور باید از صحت لوازم کار و کالیبره بودن تجهیزات اندازهگیری اطمینان حاصل نماید. اپراتورها باید آموزش لازم در رابطه با موارد زیر را دیده و نسبت به آنها احاطه کامل داشته باشند.
4) در صورت وجود هرگونه اشکال در قالب، فیکسچر و سایر ملزومات تولید، موضوع باید به اطلاع مدیر تولید رسیده و اقدام مناسب جهت رفع اشکال بعمل آید.
5) اپراتور به کمک سرپرست تولید، نسبت به تنظیم ماشینها در ایستگاههای کاری اقدام مینماید. مشخصههای مربوطه به دمای سیلندر، زمان تزریق، فشار تزریق، دمای قالب مطابق برگههای دادههای تزریق (در صورت وجود) تنظیم میگردد. در هنگام تنظیم راهاندازی ماشینآلات، اپراتور باید توجه خاص نسبت به مسائل ایمنی مبذول نماید.
6) پس از انجام تنظیمات، نخستین قطعات هر مرحله تولید میشود. اپراتور به همراه سرپرست خط و بازرسین تضمین کیفیت قطعه تولید شده را کنترل و در صورت مطابقت مشخصات، تولید آغاز میگردد. حداقل قطعات کنترل شده توسط واحد تضمین کیفیت 2 ضرب میباشد.
7) در صورت عدم مطابقت مشخصات اندازهگیری شده با الزامات نقشه و فرایند، اپراتور به کمک مدیر تولید نسبت به تصحیح ایستگاه کاری اقدام مینماید. ادامه تولید و آغاز مرحله تولید انبوه تنها در صورت تشخیص مطابقت کامل نمونههای اولیه با الزامات طرح کیفیت توسط مدیر بازرسین تضمین کیفیت مجاز میباشد.
8) بازرسین کنترل کیفیت صحت نمونههای اولیه را در قسمت توضیحات فرم setup ثبت مینماید. تنها در صورت تائید مدیر تضمین کیفیت (در صورت نبود وی بازرس کنترل کفیت) شروع تولید مجاز و برگههای گزارش روزانه به اپراتورها تسلیم میگردد.
پروژه رشته شیمی پلی کربنات ترمو پلاستیک آروماتیک بر پایه بیس فنول A
اختصاصی از یارا فایل پروژه رشته شیمی پلی کربنات ترمو پلاستیک آروماتیک بر پایه بیس فنول A دانلود با لینک مستقیم و پرسرعت .

دانلود پروژه رشته شیمی پلی کربنات ترمو پلاستیک آروماتیک بر پایه بیس فنول A با فرمت ورد و قابل ویرایش تعداد صفحات 98
دانلود پروژه آماده
مقدمه
مصرف پلیمرهای پلی کربنات، پلیمرهای که با گروه –O-C-O- بهم متصل هستند، از ز مان گزارشات اولیه بسیار رشد کرده است Report 1969) (PEP . تضمین رشد آینده این صنعت با افزایش شرکتهای جدید به 6 تولید کننده سابق این ماده نشان داده شده است رشد تکنولوژی، شامل افزایش گریدهای با کاربرد خاص، امکان رقابت پلی کربناتها را در مصارف مختلف فراهم کرده است.پلی کربناتها در بین پلیمرهای مختلف از لحاظ پایداری ابعادی مقاومت ضربه و شفافیت بسیار برجسته میباشند. مقاومت در برابر شعله آن خوب بوده و توسط بهبود دهندههایی بهتر شده تا گرید خاصی تولید شود. با وجود اینکه پلیمرهای دیگر و فلزات در تعدادی از خواص بتنهایی بهتر از پلی کربنات میباشد، اما نیاز به ترکیبی از خواص مختلف باعث میشود که پلی کربنات بعنوان تنها امکان انتخاب شود. از سوی دیگر کمی مقاومت در برابر حلالها یک اشکال عمده در بسیاری از کاربردها میباشد. بطور کلی پلی کربناتها در تمامی رشتههای مهندسی پلاستیک رقابت میکنند، که از مصارف عمده آن میتوان به شیشهها، علامات و روشنایی اشاره کرد.