آشنایی با نظام آموزش کارکنان دولت ودستورالعمل های آن و نحوه ارائه گواهینامه های نوع دوم
اختصاصی از یارا فایل آشنایی با نظام آموزش کارکنان دولت ودستورالعمل های آن و نحوه ارائه گواهینامه های نوع دوم دانلود با لینک مستقیم و پرسرعت .

پاور پوینت آشنایی با نظام آموزش کارکنان دولت ودستورالعمل های آن که در 81 اسلاید می تواند به عنوان پروژه نیز مورد بهره برداری قرار بگیرد. در این پاورپوینت نحوه ارائه گواهینامه های نوع دوم نیز به تفصیل بیان شده است .
آموزش متلب، جزوه آموزش نحوه ایجاد پویا نمایی در نرم افزار MATLAB
اختصاصی از یارا فایل آموزش متلب، جزوه آموزش نحوه ایجاد پویا نمایی در نرم افزار MATLAB دانلود با لینک مستقیم و پرسرعت .

یکی از موارد پرکاربرد در بررسی مجموعه های در حال حرکت، نمایش این حرکت به صورت یک انیمیشن می باشد. در این جزوه آموزشی اصول ایجاد پویانمایی شرح داده شده و برای تسلط بیشتر، یک مکانیزم 4 میله ای مورد بررسی قرار گرفته است...
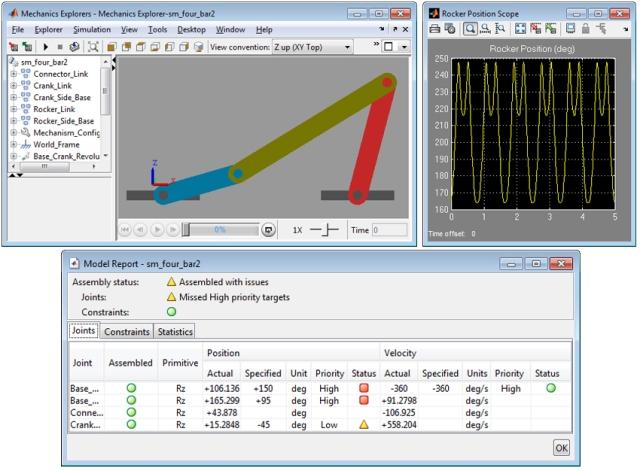
جزوه آموزش نحوه ایجاد پویا نمایی در نرم افزار MATLAB، یک جزوه آموزشی مفید و کاربردی از آموزش مبحث انیمیشن سازی در نرم افزار پیشرفته متلب است. همچنین به همراه جزوه بالا تمام m فایل های استفاده شده در این جزوه آموزشی، در فایل rar دانلود شده موجود می باشد. با توجه به اینکه این برنامه دارای تابع می باشد، حتماً بایستی Current Folder نرم افزار بر روی فولدر این مجموعه تنظیم شود. این جزوه مشتمل بر 11 صفحه، به زبان فارسی، تایپ شده، به همراه تصاویر رنگی، با فرمت PDF توسط مهندس همت آبادی به ترتیب زیر گردآوری شده است:
بخش 1: پویانمایی در MATLAB
بخش 2: معادلات مربوط به مکانیزم 4 میله ای
- روش اول
- روش دوم
- استخراج معادلات مکانی
بخش 3: روند برنامه
بخش 4: روند تابع four_bar
بخش 5: روش های پویانمایی
- روش drawnow برای مکانیزم 4 میله ای
- بررسی روش drawnow
- روش Pause برای مکانیزم 4 میله ای
- بررسی روش Pause
- روش getframe برای مکانیزم 4 میله ای
- بررسی روش getframe
بخش 6: تمرین

جهت خرید جزوه آموزش نحوه ایجاد پویا نمایی در نرم افزار MATLAB به مبلغ فقط 2500 تومان و دانلود آن بر لینک پرداخت و دانلود در پنجره زیر کلیک نمایید.
!!لطفا قبل از خرید از فرشگاه اینترنتی کتیا طراح برتر قیمت محصولات ما را با سایر فروشگاه ها و محصولات آن ها مقایسه نمایید!!
!!!تخفیف ویژه برای کاربران ویژه!!!
با خرید حداقل 10000 (ده هزارتومان) از محصولات فروشگاه اینترنتی کتیا طراح برتر برای شما کد تخفیف ارسال خواهد شد. با داشتن این کد از این پس می توانید سایر محصولات فروشگاه را با 20% تخفیف خریداری نمایید. کافی است پس از انجام 10000 تومان خرید موفق عبارت درخواست کد تخفیف و ایمیل که موقع خرید ثبت نمودید را به شماره موبایل 09365876274 ارسال نمایید. همکاران ما پس از بررسی درخواست، کد تخفیف را به شماره شما پیامک خواهند نمود.
دانلود مقاله روش و نحوه شبیه سازی فرآیند جوشکاری در کامپیوتر
اختصاصی از یارا فایل دانلود مقاله روش و نحوه شبیه سازی فرآیند جوشکاری در کامپیوتر دانلود با لینک مستقیم و پرسرعت .

عیوب بوجود آمده در جوشکاری زیر پودری : در حقیقت جوشکاری زیر پودری پروسه ای است که بیشترین حرارت ورودی را دارد که در زیرلایه محافظی از پودر قرار داردو درصدعیوب مختلف برروی جوش را کاهش می دهد . به هر حال عیوبی نظیر ذوب ناقص ، حبس سرباره ، ترکهای سرد، هیدروژنی یا مک رخ می دهد . انواع عیوب بوجود آمده در جوشکاری زیر پودری : ذوب ناقص و سرباره محبوس : معمولاِ ًبه دلیل آماده نبودن قطعه یا روش، این عیوب به وجود می آید. نامناسب بودن قطعه می تواند باعث شودکه فلزجوش در رو غوطه ور و سرباره در زیر باقی به ماند یا اگر مهره جوش دور لزلبه اتصال قرار داشته باشد فلز مذاب ممکن است که فلز پایه را ذوب کند . مهره جوش به شکل محدب باعث می شودکه ولتاژ جوشکاری پایین بیاید که در پی آن ممکن است که سرباره محبوس شده بوجود آید و ذوب ناقص اجازه ندهد که فلز مذاب حتی پخش شود . ترک انجمادی : ترک انجمادی در طول مرکزمهره معمولاً اتفاق می افتدکه دلیل آن شکل مهره جوش،طرح اتصال یا انتخاب نامناسب جوشکاری مورد استفاده، می باشد . مهره جوش محدب با نسبت عمق به عرض بیشتراز احتمال ترک انجمادی می کاهد. اگر عمق نفوذ جوش خیلی زیاد باشد تنشهای انقباضی ممکن است ترک خط مرکزی را بوجود آورد . طرح اتصال ممکن است همچنین باعث افزایش تنشهای انقباضی بشود و دوباره خطر ترک انجمادی افزایش یابد.به دلیل اینکه ترکیدگی با تنشها در جوش ارتباط دارد ، مواد با استحکام بالا احتمال ترکیدگی بیشتری دارند بنا بر این توجیهاتی باید ابراز داشت از جمله شکل سطح مناسب دمای پیش گرما،دمای بین پاسی به علاوه الکترود مناسب و تریکب پودرکه در موقع جوشکاری این مواد باید در نظر گرفت . ترک هیدروژنی : همانند ترکهای انجمادی تقریباً بعد از جوشکاری ظاهر می شوند . ترک های هیدروژنی یک فرآیند تاخیری هستند و امکان دارد حتی ساعتها یا روزها بعد از جوشکاری کامل شده ، اتفاق افتد . ترک هیدروژنی زمانی می نیمم خواهد بود که منبع هیدروژن (برای مثال آب ،روغن ،گازها و نا خالصی) در پودر الکترود یا اتصال وجود نداشته باشد . پودر الکترود و قطعه کار باید تمیز و خشک باشد به منظور جلوگیری از ورود نم و رطوبت پودر ها و الکترود ها با ید در جعبه های مقاوم به رطوبت و در جاهای خشک انبار شوند.اگر یک پودریا الکترود با رطوبت ترکیب شود باید آن را مطابق استاندارد کارخانه خشک کرد . به منظور کاهش نسبت هیدروژنی ، اتصال جوش داده شده باید پیشگرما شود . زیرا هیدروژن در فولاد در دمای بالاتر از 95 درجه سانتیگراد کاملاً حرکت می کند.دمای پیش گرمای پیشنهادی بایدمطابق بیشترین هیدروژن مجاز باشد تا بتواند فرار کند و نیز احتمال خواهد داشت که خطر ترک هیدروژنی کاهش یابد . مُک : مک بر اثر محبوس شدن گاز ها در جوشکاری زیر پودری بوجود می آید . حبابهای گازی که باعث مک می شود از فقدان محافظت در مقابل اتمسفر یا از آلوده شدن بواسطه آب روغن یا گریس و ناپاکی ها ایجاد می شود . به منظور کاهش مک در جوشکاری زیر پودری محل جوش باید بطور کامل به وسیله فلاکس پوشش داده شود . تمام آب، گریس و ناخالصی های سطحی باید از قطعه کار ، الکنرود و فلاکس پاک شود . علت دیگر مک در جوشکاری زیر پودری سرعت حرکت بیش از اندازه می باشد افزایش در سرعت حرکت به مقدار زیاد اجازه نخواهد داد تا حباب های گازی از جوش خارج شوند و حباب ها ممکن است در فلز جوش در میان فلز و سرباره محبوس شود .
جوشکاری قوسی زیر پودری
اصول کار
مزایای جوشکاری قوسی زیر پودری
فلزات جوش پذیرومحدوده ضخامت
کاربردهای فرایند
انواع فلزات
شکل اتصال
کاربریهای صنعتی جوش قوسی زیر پودری
تجهیزات وماشین آلات
منابع قدرت
شامل 56 صفحه فایل word
نحوه مدیریت ارتباط با مشتریان سازمان - نسخه قابل ویرایش
اختصاصی از یارا فایل نحوه مدیریت ارتباط با مشتریان سازمان - نسخه قابل ویرایش دانلود با لینک مستقیم و پرسرعت .

خلق و توسعه مزیت رقابتی، عمده ترین مسئله سازمان های پیشرو است. این مهم نیازمند نوآوری است تا رقابت پذیری سازمان از این طریق افزایش یابد. راهکاری که شرکت ها و سازمان های متعالی در جهان یافته و بر اساس آن رهبری بازار را به دست گرفته اند، استقرار نظام در سازمان است که عمدتا در واحد سیستم و روش یا مهندسی سیستم صورت میپذیرد.
اگرشما و سازمان شما نیز ....
- بدنبال خلق و توسعه مزیت های رقابتی سازمان خود هستید
- مایلید هزینه های سازمان خود را به صورت خلاقانه و مستمر کاهش دهید
- با مشکل کمبود منابع (انسانی، زمانی، مالی و...) مواجه هستید
- بدنبال طراحی فرایند در سازمان خود هستید
- بدنبال تدوین دستورالعمل و روش برای انجام کارها در سازمان خود هستید
- بدنبال یکسان سازی سازوکارها و رفتارها در سازمان خود هستید
- تغییر مداوم ذائقه، نیازها، فرهنگ، ترجیحات، انتظارات، علائق، سلایق و ارزش های حاکم بر مشتریان، و تاثیر آن بر کسب و کارتان را احساس نموده اید
- فرصت ها و تهدید های سازمان شما به دلیل تغییر محیط بیرونی سازمان، به صورت مداوم تغییر می کنند
- مایلید راندمان و بهره وری فرآیندهای سازمان خود را افزایش دهید
این مجموعه به شما توصیه میشود. لازم به اشاره است که این مستندات پس از بررسی سازوکارهای شرکت های مختلف و ساعتها بحث و بررسی توسط کارشناسان، بصورت کاملا یکپارچه برای سازمانها طراحی و تدوین شده است.
عنوان مستند: مدیریت ارتباط با مشتریان
حوزه کاربرد: مدیریت ارتباط با مشتریان (CRM)
تعداد صفحات: 14
محتویات مستند:
- روش اجرایی مدیریت ارتباط با مشتریان
- فرم شناسنامه مشتریان
- فرم نتایج قرعهکشی طرح نظرسنجی
- فرم فعالترین شعب در طرح نظرسنجی
فرم برترین شعب/ منطقه از نظر مشتریان